El ingeniero industrial en un sistema de almacén (página 2)
Los alvéolos para la colocación de las
cargas pueden ser únicos o múltiples. En cualquier
caso las posiciones de las cargas deben estar completamente
delimitadas. El uso del espacio es mejor con alvéolos
triples, pero esto no es factible con cualquier tipo de carga.
Las dimensiones aproximadas vienen representadas en la siguiente
tabla.

Figura 18. Dimensiones aproximadas de los
alvéolos
Como se ha comentado la anchura de los pasillos que
requiere cada tipo de carretilla es variable, dependiendo de la
medida de las paletas y del lado por el que se accede a
ellas.
Con paletas de 120×80 cm, y cogiéndolas por el
lado de 80 cm, los anchos aproximados de los pasillos entre
cargas son:
· Apiladores 2/2,2 metros
· Convencionales 3/3,5 metros
· Retráctiles 2.5/2,7 metros
· Torre bilateral 1,4/1,5 metros
· Torre trilateral 1,6/1,8 metros
· Transelevador 1,4/1,6 metros
El espacio adicional al fondo de la paleta puede
considerarse de un 10% sobre la dimensión del
mismo.
Un modo de mejorar el uso del espacio, aunque reduciendo
la accesibilidad es plantear doble profundidad en el
diseño de cada estantería. Mediante éste se
mejora la ocupación del suelo aunque hay que aumentar
ligeramente el ancho de los pasillos.
Algunos sistemas se diseñan para que el picking
se haga sobre el hueco donde esté la carga, aunque
esté a gran altura, sin embargo lo habitual es que se
reserve el piso inferior para picking y los superiores para
almacén de reserva.
3.4 ESTANTERÍAS COMPACTAS
En la búsqueda de aumentar el aprovechamiento del
volumen disponible se diseñan los sistemas compactos.
Estos son Sistemas de Carretillas que permiten el paso a su
través de carretillas convencionales.
Se trata de una estantería de grandes dimensiones
donde las cargas no se apoyan sobre los estantes sino sobre los
largueros. De este modo las carretillas pueden entrar
(drive-in) o atravesarlas (drive-through). En
el primer caso únicamente necesitan un pasillo operativo,
mientras que en el segundo necesitan dos.

Figura 19. Sistema Compacto. Fuente
Manual técnica de Almacenaje "MECALUX"
3.4.1 Ventajas
· Mayor aprovechamiento de la
superficie
· Mayor aprovechamiento del volumen
· Estructura barata de construir
· Costes generales asociados bajos
3.4.2 Inconvenientes
· No permite flujo FIFO
· Requiere de equipamiento de manutención
especial
· Limitación en las posibilidades de
clasificación
· Baja flexibilidad
· Hay peligro de daños en las
cargas
3.4.3 Recomendado para:
Productos homogéneos, con Unidades de Carga
duraderas, sin problemas de flujo, y para cantidades superiores a
las 12 paletas por referencia.
3.4.4 Condiciones de uso
Las condiciones de uso de los sistemas compactos son muy
similares a las condiciones de uso del almacén en bloque.
La principal diferencia estriba en que se puede utilizar en
paletas que no permiten apilado. Por este motivo, además,
el almacén por sistema compacto permite acceder a
cualquiera de las paletas de la primera fila
operativa.
Existen diferentes tipos de ménsulas de apoyo, lo
que da lugar a diferentes dimensionamientos finales.
Básicamente se puede admitir que la holgura en el fondo no
es estrictamente necesaria (considerándose un 5% un
parámetro adecuado), mientras que la holgura en el frente
debe estar entre el 15% y el 20% como mínimo. En cualquier
caso el diseño de detalle indicará las dimensiones
exactas.
Son importantes en este tipo de almacenes, las
protecciones de las vigas contra el choque del elemento de
manutención. En ocasiones el propio elemento de
manutención lleva asociado un raíl que le impide
salir de la recta central, en otras ocasiones se puede lograr
este movimiento en una única dirección mediante un
sistema de inducción magnética con cable enterrado
en el suelo.
Las tolerancias que estos sistemas admiten en el
nivelado del suelo son mínimas.
3.5 ESTANTERÍAS
DINÁMICAS
Al igual que al sistema compacto busca aumentar el uso
del espacio. Sin embargo las estanterías Dinámicas
permiten garantizar el flujo FIFO de los productos.
Es también un sistema de los que se conoce como
de producto-a-operador por lo que es muy útil para
facilitar la realización de pedidos.
Las paletas o las cajas se almacenan sobre rodillos o
roldanas en una estructura metálica de gran densidad. Las
cargas se deslizan desde el punto de entrada al de
salida.
La carga de estas estanterías es cómoda
porque siempre se alimenta el mismo punto. Además la
recogida de pedidos se mejora pues en menos espacio disponemos de
más referencias.

Figura 20. Estructura de almacenamiento
dinámico con deslizaderas. a. Montante, b. Tirante, c.
Travesaño, d. diagonal, e. deslizadera, f. tope, g.
expositor, h. extractor. cuerpo, m. calle, n. superficie de
carga, p. separador, R entrada, S. salida. (fuente Normativa
UNE)
3.5.1 Ventajas
· Mayor aprovechamiento del espacio, pues
sólo requiere del espacio de carga y delde
descarga.
· Garantiza el FIFO estricto.
· El tiempo de preparación de pedidos es
sustancialmente menor puesto que reduce el espacio
recorrido.
· Una correcta ubicación del
almacén permite que se reduzcan al mínimo los
tiempos de descarga de camiones, y en general de
reposición.
· Control total de stock. Las órdenes de
reaprovisionamiento se pueden automatizar sin más que
instalar sensores en el sistema.
· Separa los pasillos de reposición de los
pasillos de Picking disminuyendo la congestión.
· Puede considerar gran cantidad de productos
diferentes.
3.5.2 Inconvenientes
· Al tener elementos móviles es un sistema
caro. Además tiene una mayor "densidad" de
material.
· Riesgo de aplastamiento de cargas.
· Cuenta con un volumen disponible elevado, pero
éste no será generalmente necesario para todas las
cargas.
3.5.3 Recomendado para:
Productos homogéneos, de los que se va a tener
una cantidad limitada de cargas, de alta rotación y
exigencias del flujo FIFO.
Se utilizan también, en almacenamiento de cajas,
como sistema para facilitar la recogida de pedidos.
Otra utilidad extendida es la de sistemas de
alimentación a líneas de montaje.
3.5.4 Condiciones de uso
Las cargas se desplazan desde la entrada a la salida
gracias a una ligera pendiente, y a la existencia de roldanas, en
el caso de cargas ligeras, o a las de rodillos en el caso de
cargas pesadas. La pendiente de éstas debe estar entre el
4% y el 6%.
Los productos cilíndricos (bidones), sin embargo,
no requieren rodillos o roldanas sino guías, en este caso
la pendiente debe ser muy pequeña.
El frenado resulta imprescindible para cargas que pesen
más de 50 kg. Para cargas paletizadas existe la
posibilidad de emplear los rodillos motorizados, así estos
podrán ser horizontales y aumentará el control
sobre el movimiento de productos.
La combinación de estas estanterías, con
el sistema informático permite dos incorporaciones
importantes. El control del nivel de stock automáticamente
mediante sensores es la primera. Más importantes
aún es la posibilidad de que el ordenador, mediante luces
y displays luminosos, indique por orden los productos a
incorporar en el pedido.
Para un funcionamiento correcto de la instalación
es necesario distribuir adecuadamente los carriles, los rodillos
o roldanas y los márgenes necesarios.
Si se va a utilizar como sistema de picking hay que
considerar una altura máxima de acceso a los productos de
unos 160 cms.
3.6 ESTANTERÍAS MÓVILES
Las estanterías móviles son iguales que
las estanterías convencionales, pero en lugar de tener la
estructura anclada en el suelo, ésta reposa sobre unos
raíles. De este modo las estanterías se pueden
desplazar, para unirlas o separarlas, generando en cada instante
el pasillo requerido para acceder a la
posición.
Con este sistema se reduce al mínimo la necesidad
de pasillos, y por tanto de volumen desaprovechando, al mismo
tiempo que se permite un acceso individual a cada
referencia.

Figura 21. Ejemplo de Estantería
Móvil
Distinguimos 2 tipos de estanterías
móviles según sean accionadas manual o
mecánicamente. También podemos distinguir entre
estanterías de desplazamiento en paralelo o de
desplazamiento lateral: las últimas pueden ofrecer varios
frentes simultáneamente.
3.6.1 Ventajas
· Reduce al mínimo el área
destinada a pasillos.
· Permite el acceso individual a cada referencia
.
3.6.2 Inconvenientes
· Coste elevado
· El control de los niveles de inventarios es
difícil
· Sólo se pueden obtener bajos niveles de
salidas y entradas
· La rotación de stocks es difícil
de controlar
· Sólo podemos acceder a un pasillo cada
vez
3.6.3 Recomendado para:
Productos relativamente ligeros de muy baja
rotación con importantes limitaciones en la disponibilidad
de superficie. Aunque existen sistemas móviles para
almacenar paletas, es más habitual encontrarlos en el
almacén de documentos o en tiendas con muy elevado
número de referencias.
3.6.4 Condiciones de uso
Las dimensiones de este tipo de estanterías es
necesario consultarlas con los fabricantes, pues podemos
encontrarlas de muchos tipos. Aunque existen sistemas
móviles para almacenar paletas, es más habitual
encontrarlos en el almacén de documentos o en tiendas con
un muy elevado número de referencias, pero de bajo
movimiento individual.
3.7 ALMACENES ROTATIVOS
Los almacenes rotativos responden al principio
"producto-a-operador". Es decir, en lugar de que sea el recogedor
de pedidos quien se desplace hacia el producto, es el sistema de
almacenamiento quien acerca el producto al operador.
Existen básicamente dos tipo de almacenes
rotativos: Los verticales y los horizontales (conocidos como
"carruseles")
Los almacenes rotativos verticales son a su vez de dos
tipos: "torres de extracción" y "paternoster".
a) Almacenes tipo "Paternoster"
Un almacén tipo paternoster es una estructura de
armario, construida en chapa, que alberga en su interior un
número determinado de estanterías unidas por
cadenas o correas. Estas estanterías son las que en un
movimiento rotatorio, debido al accionamiento de un
motorreductor, trasladan el producto hasta el punto de recogida
situado en el frontal del armario. Se puede decir que es como una
noria en que cada cangilón es una
estantería.

Figura 22. Esquema de Carrusel
b) Almacenes "Torres de Extracción"
Su apariencia recuerda al "paternoster" aunque en
realidad no rotan las estanterías sino que un
pequeño transelevador acerca el producto al punto de
recogida. En este caso no es necesario que las cargas sean muy
homogéneas.
c) Almacenes tipo "Carrusel"
Al igual que en los verticales, en los rotativos
horizontales o "carruseles" la concepción
tecnológica es sencilla, moviendo módulos o cestas
hasta la posición del operador en un movimiento de
transportador circular por cadena sin fin.
La estructura de los sistemas rotativos horizontales
cuenta con bastidores que forman módulos de los que se
suspenden las estanterías que almacenan los
productos.

Figura 23. Ejemplo de un carrusel
horizontal
3.7.1 Ventajas
Elevado ratio de líneas recogidas Simplifican la
tarea de picking Protegen el producto de diferentes agresiones
Aseguran el control del stock
· Usan adecuadamente el espacio
disponible
· En el caso de los almacenes verticales es un
sistema cerrado de almacén que permite atmósferas y
climas especiales
3.7.2 Inconvenientes
· Son caros
· Exigen sistemas de información muy
fiables
3.7.3 Recomendado para
Todo tipo de cargas homogéneas, con grandes
cantidades de referencias distintas, y respondiendo a muchos
pedidos de gran complejidad.
3.7.4 Condiciones de uso
En este tipo de sistemas la clave es el Software, que
gestiona la ubicación y la salida de artículos, Los
productos se deben ubicar atendiendo a la salida prevista, pero
más importante atendiendo a un equilibrio constante en la
distribución del peso.
Dependiendo del ratio esperado de salida se puede
asignar un operario a uno o varios carruseles. En este segundo
caso es el operario quien maraca el límite de velocidad
del sistema. Si se diseña un carrusel de mucha longitud la
generación de pedidos será costosa en tiempo de
giro del carrusel.
La velocidad de desplazamiento horizontal de un carrusel
se debe consultar con el fabricante, aunque un valor estimativo
inicial puede ser de 0,3m/s.
El tiempo que un operario tarda en recoger un producto y
depositarlo junto al resto de líneas de su pedido, depende
del tipo de producto y de la disposición del sistema, pero
no debiera superar los 30-40 segundos de operación, siendo
en muchas ocasiones muy inferior.
3.8 ALMACENES AUTOMÁTICOS
Los almacenes automáticos son estructuras,
generalmente de gran altura, donde los elementos de
almacenamiento y los elementos de manutención van
integrados y controlados por un sistema
informático.
Se pueden distinguir dos de estos tipos de almacenes
según el tamaño de la carga que contienen. Si la
carga es grande, (una paleta o incluso mayor) se denominan ASRS.
Si se utilizan para unidades pequeñas (cajas o cubetas se
denominan "Mini-Load"
El funcionamiento de ambos es similar, el sistema
informático ubica los productos en las estanterías
mediante el transelevador. Cuando las mercancías son
requeridas el sistema informático lanza la orden de
recogida.
En ambos casos se trata de almacenes de gran altura. Los
ASRS pueden sobrepasar los 35 metros de altura y los Mini-loads
sobrepasan los 12 metros de alt ura.
Los almacenes tipo ASRS suelen ser estructuras
autoportantes en los que el soporte del edificio coincide con el
soporte de las cargas.

Figura 24. Típica
distribución en planta de un sistema
automático.
En estas estructuras de gran altura es de especial
importancia el perfecto nivelado del suelo. Esto es así
porque pequeñas diferencias a nivel del suelo, se
convierten en insalvables obstáculos, a 15 metros de
altura, para un sistema gobernado por un sistema
informático.

Figura 25. Imagen de Mini_Load
3.8.1 Ventajas
Óptimo aprovechamiento del suelo
disponible.
Control absoluto del stock.
Reducción en operarios directos dedicados al
almacenaje y la manutención.
3.8.2 Inconvenientes
Inversión inicial muy alta
· Necesidad de un sistema informático muy
robusto
· Elevados costes de mantenimiento
3.8.3 Recomendado para:
Los almacenes ASRS se recomienda para empresas con una
alta rotación de artículos, muy amplia gama de
referencias, de unidades homogéneas de volumen de paleta o
superior donde la superficie disponible exija grandes alturas de
almacenamiento. Los almacenes Miniload se recomiendan para
artículos de poco volumen y elevada cantidad de
referencias. Con un muy alto movimiento de
artículos.
3.8.4 Condiciones de uso
El dimensionamiento de un almacén de estas
características se puede aproximar del siguiente
modo:
3.8.4.1 Parámetros y variables
n: número de paletas en altura
m: número de paletas en longitud
p: número de pasillos
y: frente de la paleta
x: fondo de la paleta
z: altura de la paleta
H: altura del almacén
L: longitud del almacén
W: Ancho de almacén
Vx: velocidad del transelevador en horizontal
Vz: velocidad del transelevador en vertical
Relaciones (en metros)
H >n(z+0.25)+1.5
L > m(y+0.2)
W > p(0.6+3(x+0.15))
Suponiendo que la Entrada y la Salida se realizan por el
mismo punto es posible saber cuanto tiempo invertirá el
transelevador por término medio en dejar una unidad en su
alveolo, o en sacar el producto.

E/S
Figura 26. Esquema de Ciclo
Simple
El tiempo asociado a un ciclo simple es:

Si en cada movimiento sólo se carga o se
descarga, el transelevador no se utiliza durante, al menos, el
50% del tiempo. Por ello se recomienda utilizar los denominados
ciclos dobles (frente a los ciclos simples anteriores)

En el caso de que la Entrada y la Salida no estuvieran
en el mismo punto, así como en otros casos donde el
transelevador puede cambiar de pasillo, la normativa UNE
establece los métodos para calcular de modo aproximado los
tiempos de ciclo asociados.
3.9 ALMACENES ESPECIALES
Cuando los productos a almacenar no son estructuras tipo
paleta, se requieren realizaciones especiales que adapten el
soporte a utilizar a las dimensiones específicas de los
productos.
De entre este tipo de almacenes destacan las estructuras
para objetos la rgos. De este tipo se pueden encontrar diferentes
estructuras de las que las representadas en las figuras
siguientes son un ejemplo.

Figura 28. Un soporte para cargas largas:
Casilleros para barras: a. Montante, b. Larguero, c.
Travesaño d. Diagonal, e. Pie, f. Cuerpo, g.
Casilla.

Figura 29. Estructura para el
almacenamiento de cargas largas
Existen otros tipos de estructuras
especiales para cargas largas.
Si la unidad de carga tuviera cualquier otra forma
sería recomendable acudir a los fabricantes por si ya han
desarrollado previamente alguna estructura que se adapte a
nuestras necesidades. En caso de que no hubiera ocurrido,
circunstancia realmente especial, lo lógico sería
desarrollar una estructura específica.
Costos de
almacenamiento

Realizaciones especiales
Todo material almacenado genera determinados costos, a
los cuales denominaremos, los costos de existencias
dependen de dos variables; la cantidad en existencias y
tiempo de permanencia en existencias y el tiempo de permanencia
en existencias. Cuanto mayor es la cantidad y el tiempo de
permanencia, tanto mayores serán los costos de
existencias. El costo de existencias (CE es la suma de los
costos: el costo de almacenamiento (CA) y el costo de periodo
(CP) Vemos:
El costo de almacenamiento (CA) se
calcula mediante la siguiente ecuación:CA = Q/2x Tx Px
I
Donde:Q= cantidad de material en existencia en el
periodo considerado.T= Tiempo de almacenamiento.P= Precio
Unitario de material y,I= Tasa de almacenamiento expresada en
porcentaje del precio unitario.Sin embargo, el CA está
compuesto por una parte variable (la cantidad de material y el
tiempo) y una parte fija (alquiler de la bodega, salarios del
personal de la bodega, seguro contra incendio y robo, maquinarias
y equipos instalados, entre otro). La parte fija no depende de la
cantidad y tiempo de almacenamiento. Por ello, es prudente
utilizar una fórmula más amplia – la tasa de
almacenamiento (TA) que constituye la suma de las siguientes
tasas (tosas expresadas en porcentaje):
Ta = Tasa de almacenamiento Físico:Ta = 100 x Ax
Ca
C x P
Dónde:
A= Área ocupada por las existencias.Ca= Costo
anual del metro cuadrado de almacenamiento.C= Consumo anual del
material.P= Precio Unitario material.Tb= Tasa de retorno del
capital detenido en existencias:
Tb= 100x Ganancia
Q x P
Dónde:
Q x P= Valor de los productos almacenados.
Tc= Tasa de seguros del material almacenado
Tc= 100x Costo anual del equipo
Q x P
Td= Tasa de transporte, manipulación y
distribución del material
Td= 100x devaluación anual del equipo
Q x P
Te= Tasa de obsolescencia del material:
Te= 100x Pérdidas anuales por
antigüedad
Q x P
En resumen, la tasa de almacenamiento (Ta) es la suma de
todas las tasas explicadas:
TA= Ta + Tb + Tc + Td + Te + Tf
Costo de Almacenamiento:
Costo de pedido:
El costo de pedido (CP) es el valor en peso de los
costos incurridos en el procesamiento de cada pedido de compra.
Para calcular el CP, se parte del costo anual de todos los costos
involucrados en el procesamiento de los pedidos de compra,
divididos por el número de pedidos procesados en el
pedido.
CP= Costo anual de los pedidos (CAP)
Número de pedidos en el año (N)
El CAP se calcula a través de los siguientes
gastos efectuados en el año:
Mano de obra utilizada para emisiones y
procesamiento de los pedidos.Materiales utilizados en la confederación del
pedido (formularios, papel, sobres, entre otros).Costos indirectos: gastos efectuados indirectamente,
como luz, teléfono, fax, gastos de oficina, entre
otras).
Calculados el CA y el CP, se obtiene el CE:CE = CA +
CPTodos los esfuerzos para calcular y controlar las existencias
se hacen para reducir al mínimo el CE.
Técnicas
de almacenamiento de materiales
El almacenamiento de materiales depende de la
dimensión y características de los materiales.
Estos pueden exigir una simple estantería hasta sistemas
complicados, que involucran grandes inversiones y complejas
tecnologías. La elección del sistema de
almacenamiento de materiales depende de los siguientes
factores:
Espacio disponible para el almacenamiento de los
materiales.Tipos de materiales que serán
almacenados.Tipos de materiales que serán
almacenados.Número de artículos
guardados.Velocidad de atención necesaria.
Tipo de embalaje.
El sistema de almacenamiento escogido debe respetar
algunas técnicas imprescindibles de la AM. Las principales
técnicas de almacenamiento de materiales son:
Carga unitaria: Se da el nombre de carga unitaria a
la carga constituida por embalajes de transporte que arreglan
o acondicionan una cierta cantidad de material para
posibilitar su manipulación, transporte y
almacenamiento como si fuese una unidad. La carga unitaria es
un conjunto de carga contenido en un recipiente que forma un
todo único en cuanto a la manipulación,
almacenamiento o transporte. La formación de cajas
unitarias se hacen a través de un diapositiva llamado
pallet (plataforma), que es un estrado de madera
esquematizado de diversas dimensiones. Sus medidas
convencionales básicas son 1100mm x 1100mm como
patrón internacional para adecuarse a los diversos
medios de transporte y almacenamiento. Las plataformas pueden
clasificarse de la siguiente manera:
En cuanto al número de entrada en:
plataformas de 2 y de 4 entradas.Plataforma de 2 entradas: se usan cuando el sistema
de movimiento de materiales no requieren utilizar equipos de
materiales.Plataforma de 4 entradas: Son usados cuando el
sistema de movimiento de materiales requiere utilizar equipos
de maniobras.
Cajas o cajones. Es la técnica de
almacenamiento ideal para materiales de pequeñas
dimensiones, como tornillos, anillos o algunos materiales de
oficina, como plumas, lápices, entre otros. Algunos
materiales en procesamiento, semiacabados pueden guardar en
cajas en las propias secciones productivas las cajas o
cajones pueden ser de metal, de madera de plástico.
Las dimensiones deben ser esquematizadas y su tamaño
pude variar enormemente puede construirlas la propia empresa
o adquirirlas en el mercado proveedor.Estanterías: Es una técnica de
almacenamiento destinada a materiales de diversos
tamaños y para el apoyo de cajones y cajas
estandarizadas. Las estanterías pueden ser de madera o
perfiles metálicos, de varios tamaño y
dimensiones, los materiales que se guardan en ellas deben
estar identificadas y visibles, la estanterías
constituye el medio de almacenamiento más simple y
económico. Es la técnica adoptada para piezas
pequeñas y livianas cuando las existencias no son muy
grandes.Columnas: Las columnas se utilizan para acomodar
piezas largas y estrechas como tubos, barras, correas, varas
gruesas, flejes entre otras. Pueden ser montadas en rueditas
para facilitar su movimiento, su estructura puede ser de
madera o de aceroApilamientos: Se trata de una variación de
almacenamiento de cajas para aprovechar al máximo el
espacio vertical. Las cajas o plataformas son apilados una
sobre otras, obedeciendo a una distribución equitativa
de cargas, es una técnica de almacenamiento que reduce
la necesidad de divisiones en las estanterías, ya que
en la práctica, forma un gran y único estante.
El apilamiento favorece la utilización de las
plataformas y en consecuencia de las pilas, que constituyen
el equipo ideal para moverlos. La configuración del
apilamiento es lo que define el número de entradas
necesarias a las plataformas.Contenedores flexible: Es una de las técnicas
más recientes de almacenamiento, el contenedor
flexible es una especie de saco hecho con tejido resistente y
caucho vulcanizado, con un revestimiento interno que
varía según su uso. Se utiliza para
almacenamiento y movimiento de sólidos a granel y de
líquidos, con capacidad que puede variar entre 500 a
1000 kilos. Su movimiento puede hacerse por medio de
apiladoras o grúas
Es muy común la utilización de
técnicas de almacenamiento asociado el sistema de
apilamiento de cajas o plataformas, que proporcionan flexibilidad
y mejor aprovechamiento vertical de los almacenes.
Inventario
físico
Se da el nombre de inventario de mercancía a la
verificación o confirmación de la existencia de los
materiales o bienes patrimoniales de la empresa. En realidad, el
inventario es una estadística física o conteo de
los materiales existentes, para confrontarla con la existencia
anotadas en los ficheros de existencias o en el banco de datos
sobre materiales.Algunas empresas le dan el nombre de inventario
físico porque se trata de una estadística
física o palpable de aquellos que hay en existencias en la
empresa y para diferenciarlos de la existencia registradas en las
FE.El inventario físico se efectúa
periódicamente, casi siempre en el cierre del periodo
fiscal de la empresa, para efecto de balance contable. En esa
ocasión, el inventario se hace en toda la empresa; en la
bodega, el las secciones, en el depósito, entre otras. El
inventario físico es importante por las siguientes
razones:
Permite verificar las diferencias entre los
registros de existencias en las FE y la existencias
físicas (cantidad real en existencia).Permite verificar las diferencias entre las
existencias físicas contables, en valores
monetarios.Proporciona la aproximación del valor total
de las existencias (contables), para efectos de balances,
cuando el inventario se realiza próximo al cierre del
ejercicio fiscal.
La necesidad del inventario físico se fundamenta
en dos razones:
El inventario físico cumple con las
exigencias fiscales, pues deben ser transcrito en el libro de
inventario, conforme la legislación.El inventario físico satisface la necesidad
contable, para verificar, en realidad, la existencia del
material y la aproximación del consumo
real.
Codificación de
materiales
Para facilitar la localización de los materiales
almacenados en la bodega, las empresas utilizan sistemas de
codificación de materiales. Cuando la cantidad de
artículos es muy grande, se hace casi imposible
identificarlos por sus respectivos nombres, marcas,
tamaños, etc.Para facilitar la administración de
los materiales se deben clasificar los artículos con base
en un sistema racional, que permita procedimientos de almacenaje
adecuados, operativos operacionalización de la bodega y
control eficiente de las existencias. Se da el nombre de
clasificación de artículos a la
catalogación, simplificación,
especificación, normalización,
esquematización y codificación de todos los
materiales que componen las existencias de la empresa. Veamos
mejor este concepto de clasificación, definiendo cada una
de sus etapas.Catalogación: Significa inventario de todos
los artículos los existentes sin omitir ninguna. La
catalogación permite la presentación conjunta de
todo los artículos proporcionando una idea general de la
colección.Simplificación: Significa la
reducción de la gran diversidad de artículos
empleados con una misma finalidad, cuando existen dos o
más piezas para un mismo fin, se recomienda la
simplificación favorece la
normalización.Especificación: significa la
descripción detallada de un artículo, como sus
medidas, formato, tamaño, peso, etc. Cuando mayor es la
especificación, se contara con más informaciones
sobre los artículos y menos dudas con respecto de su
composición y características. La
especificación facilita las compras del artículo,
pues permite dar al proveedor una idea precisa del material que
se comprara. Facilita la inspección al recibir el
material, el trabajo de ingeniería del producto,
etc.Normalización: Indica la manera en que el material
debe ser utilizado en sus diversas aplicaciones. La palabra
deriva de normas, que son las recetas sobre el uso de los
materiales.Estandarización: significa establecer
idénticos estándares de peso, medidas y formatos
para los materiales de modo que no existan muchas variaciones
entre ellos. La estandarización hace que, por ejemplo, los
tornillos sean de tal o cual especificación, con lo cual
se evita que cientos de tornillos diferentes entre
innecesariamente en existencias.Así catalogamos,
simplificamos, especificamos, normalización y
estandarización constituyen los diferentes pasos rumbo a
la clasificación. A partir de la clasificación se
puede codificar los materiales.
CLASIFICACIÓNCatalogaciónSimplificaciónEspecificaciónNormalizaciónEstandarizaciónCODIFICACIÓN
Clasificación y codificación de
los materiales
Así clasificar un material es agruparlo de
acuerdo con su dimensión, forma, peso, tipo,
características, utilización etc. La
clasificación debe hacerse de tal modo que cada
género de material ocupe un legar especifico, que facilite
su identificación y localización de la bodegaLa
codificación es una consecuencia de la
clasificación de los artículos. Codificar significa
representar cada artículo por medio de un código
que contiene las informaciones necesarias y suficientes, por
medio de números y letras. Los sistemas de
codificación más usadas son: código
alfabético, numéricos y alfanumérico.El
sistema alfabético codifica los materiales con un conjunto
de letras, cada una de las cuales identifica determinadas
características y especificación. El sistema
alfanumérico limita el número de artículos y
es de difícil memorización, razón por la
cual es un sistema poco utilizado.El sistema alfanumérico
es una combinación de letras y números y6 abarca un
mayor número de artículos. Las letras representan
la clase de material y su grupo en esta clase, mientras que los
números representan el código indicador del
artículo.
AB — 286· · · ·
· · · · ·
Código indicador
· · · Grupo
Clase
El sistema alfa numérico de codificación
de materiales.El sistema numérico es lemas utilizado en
las empresas por su simplicidad, facilidad de información
e ilimitado número de artículos que
abarca.
La gestión
física de los almacenes
La gestión de stock.
En la pirámide de decisión (
pirámide CIM) , la gestión de stock se sitúa
en un nivel 3 ó 4 . Es una función clave en la
gestión de productos. Decide o permite decidir un cierto
número de principios estratégicos y tácticos
:
Determinar los artículos que convienen tener
en el almacén.Que cantidades hay que tener en el
almacén.Elegir los modos de suministro.
Definir los plazos para un nuevo
suministroOptar por un modo de evaluación del stock y
ponerlo en práctica.
Así mismo la gestión de stock, es la
encargada de tareas operacionales como
Grabar todos los movimientos, entradas y
salidas.Conocer permanentemente, el estado del stock
(inventario permanente).Vigilar permanentemente el nivel de los stocks y
compararlo en los puntos de pedido o
fabricación.Comprobar la procedencia de un pedido.
Reservar los artículos asignados a un
pedido.Administrar de acuerdo con los servicios
comerciales, las entregas parciales.Administrar, los restos que van a quedar.
Ayudar a elegir la fuente de abastecimiento y
realizar los pedidos.Elegir el tipo de inventario que se
efectuará, sobre qué referencias, en qué
fecha (inventario en movimiento), y dar las instrucciones
pertinentes a la gestión del almacén para
lanzar las operaciones de recuento.
En resumen la gestión de los stocks, es la
responsable del "qué", del "cuánto",
del "cuándo" y del "a qué precio".
Esta intervención exige a la dirección general de
la empresa y de las direcciones de marketing, comercial,
fabricación y compras.
La gestión de almacenes.
En la arquitectura CIM, la gestión de almacenes
se sitúa en el nivel 2. Tiene la función de dirigir
la administración del almacén y de cualquier otra
división de la empresa.
La gestión de almacenes debe poner en
práctica, los principios que se hayan decidido en la
gestión de stocks, optimizando los flujos físicos
correspondientes al interior del almacén (reenvasado y
reabastecimiento en las zonas de preparación a partir del
stock de masa).
Aparte de la eventual prefacturación del
transporte, la gestión de almacén no conoce
ningún dato financiero. Excepcionalmente, la
gestión del almacén puede realizar una
valoración del stock, no para contabilidad sino para
controlar las primas de seguros.
Muy a menudo el almacén es asimismo responsable
de los reenvasados y de la logística exterior.
En resumen la gestión del almacén, depende
de la dirección logística, cuándo
ésta existe en la empresa, y no de la dirección
general.
Relación entre la gestión de stock y la
gestión de almacén.
Los intercambios de información entre la
gestión de stock y la gestión del almacén
son numerosos y frecuentes.

Por ello en este capítulo vamos a hacer
referencia a la gestión de almacenes centrándonos
en las magnitudes estáticas y dinámicas que
determinan y conforman un almacén y como paso previo, a la
elección de los medios físicos y de transporte ,
que nos determinan nuestro modelo de almacén
elegido.
Magnitudes estáticas que influyen en la
conformación del almacén.
El aspecto básico a considerar en la
organización de un almacén, es el surtido de
productos con los que se trabaja. A partir de éste y
dependiendo de la forma en que los productos van a ser
almacenados y despachados a los usuarios y consumidores, se
establecerán las dimensiones del almacén y los
procedimientos de trabajo.
Surtido de artículos: es la relación de
productos con los que el almacén se tiene que
enfrentar.
El proceso de crecimiento económico de la
sociedad, conlleva a un aumento en la variedad de productos.
Vivimos en una sociedad de consumo que impulsa la
producción de nuevas mercancías y las acerca a
mercados más lejanos. La internacionalización de la
economía, nos obliga a incrementar el número de
artículos en stock para atender la demanda de nuestros
clientes, cada vez más diversificada.
Los artículos.
La primer tarea en el proyecto del almacén
consistirá en clasificar los artículos se haya
decido tener en stock. Esta clasificación se hará
de acuerdo a varios criterios, a menudo cruzados. El
número de clasificaciones para cada uno de estos criterios
se limitará a 3 ó 4, y como máximo 5. La
finalidad de estas primeras clasificaciones es definir los
volúmenes de almacenamiento que serán necesarios,
los equipos estáticos y los equipos
dinámicos.
CLASIFICACION POR NATURALEZA
Algunos artículos se entregan y almacenan a
granel (líquidos o pulverulentos), pero requieren equipos
especiales.
Otros artículos requieren una conservación
a temperatura controlada, el almacenamiento de estos
artículos requiere recintos donde la temperatura no
varíe en más de 1 o 2 grados.
CLASIFICACION POR VOLUMEN
Los volúmenes unitarios de los artículos,
tienen una importancia evidente, en la proyección del
almacén. Por ejemplo, en un almacén de piezas
sueltas de coches, habrá zonas asignadas y medios
adaptados a las diferentes morfologías de las
piezas.
Una zona permitirá almacenar las piezas
pequeñas, que pueden almacenarse en pequeñas
gavetas o en cajones (pernos, componentes
electrónicos..).Una segunda zona se dedicará a lo que pueda
almacenarse en palets o contenedores.Una tercera zona alojará piezas de formas
especiales
CLASIFICACION POR PESO
El peso, al igual que el bulto de los artículos,
tiene su importancia en la definición del almacén,
no es lo mismo almacenar almohadones que el almacenamiento de
piezas mecánicas.
CLASIFICACION POR ESTATUTOS
Es precio definir los artículos con estatutos
particulares:
Los que están sometidos a
cuarentena.Los que están sometidos a controles
administrativos.Los que pasan por aduanas.
OTROS CRITERIOS
Los criterios de clasificación dados
anteriormente, son lo suficientemente generales para ser comunes
a todos los almacenes. Pero esta lista es demasiado
restrictiva.
Ocurrirá en determinados proyectos que
habrá que tener en cuenta el valor mercantil de los
artículos, ya que este puede obligar a su almacenamiento
en caja fuerte. En otros casos el atractivo de determinados
artículos, puede llevarnos a tomar medidas
específicas para limitar la "desconocida reducción
del stock".
En los almacenes de gran altura, estos artículos
estarán bajo vigilancia o se colocarán en el
estante más alto o el menos accesible.
Los envases.
No en todos los almacenes, se da la necesidad de
acondicionar o reacondicionar los artículos que
entran.
Cuando estas necesidades existen pueden ser de muy
diversa índole.
ENVASE UNITARIO.
Algunos almacenes destinados al almacenamiento de piezas
de recambio, pueden recibir piezas a granel en contenedores,
antes de darles entrada en almacén, será preciso
acondicionar cada artículo en un embalaje unitario del
tipo blister .
ENVASES COLECTIVOS.
Hay que tener en cuenta que generalmente los productos a
almacenar, adquieren las características físicas de
su embalaje. El volumen que ocupan está determinado por la
industria fabricante y lo que cuenta es el conjunto
producto-embalaje.
Este volumen puede ser convenientemente alterado
mediante las operaciones de acondicionamiento en almacén,
por ejemplo la palatización de un número
determinado de unidades del producto, en este caso la forma
dominante es proporcional a las tres dimensiones.
También pueden presentarse productos en los que
domine la longitud (tubos, barras) o la superficie (chapas,
planchas) o de forma irregular o amorfos (a granel, minerales,
piezas de repuesto).
Entre todos los acondicionamientos colectivos, el
más universal es el palet, es por ello que vamos a
extendernos un poco más en su explicación y los
módulos de almacenaje que determina.
Todo ello sin perder de vista que existen otro tipo de
acondicionamientos colectivos, que pueden ser de muchos tipos,
cartones, cubas metálicas o de plástico,
contenedores de madera, metal o enrejado. La elección de
uno u otro, responde a varios condicionantes:
la venta,
el transporte o
el almacenamiento.
En Europa, se ha normalizado toda una gama de
contenedores cuyas dimensiones son submúltiplas de las
dimensiones del palet europeo.
PALETS.
El palet europeo es el acondicionamiento colectivo de
mayor uso, en sus medidas, radica el éxito de su
utilización:
800 X 1.200 milímetros
Ya que su longitud, 1,2 metros corresponden (Ver Fig.) a
un poco menos de la mitad del ancho máximo de los
camiones, reglamentado por el código de carretera (2,5
metros) lo cual racionaliza las tasas de llenado de los
vehículos.
El suministro de palets, suele ser competencia del
almacén. Es imperativo, no ahorrar en la calidad de los
palets, sobre todo si el almacén tiene gran altura o se
prevé utilizar transtockeurs ( ver equipos móviles)
totalmente automáticos.
Una cualidad de los palets que no siempre es tenida en
cuenta es la sequedad de su madera. Se ha dado el caso de un
almacén colmado de palets nuevos cuya madera no estaba lo
suficientemente seca y que soportaban una carga de
aproximadamente una tonelada. La madera se secó en los
estantes y los palets tomaron una forma curva. A
continuación fue necesario vaciar al almacén a
mano, ya que los palets no dejaban suficiente espacio para meter
las horquillas del transtockeur.
La medida y estructura de los palets, se adecua a las
siguientes normativas internacionales:
Normas AENOR, DIN e ISO
La ficha 435.2.0 de la Unión Internacional de
Ferrocarriles.
Si los artículos son particularmente inestables,
existen realces que se ponen sobre los palets: conjugan las
ventajas de los palets y de los contenedores; cuando los realces
no se utilizan, pueden plegarse, con lo que se gana espacio, pero
también se gasta en mano de obra.
Hemos comentado anteriormente que tanto la
clasificación de los artículos como la
determinación del envase (unitario o colectivo) nos iba a
servir para determinar los módulos de almacenaje, y por lo
tanto las dimensiones y distribución final de nuestro
almacén físico.
Los modelos de almacenaje más utilizados
habitualmente son los recogidos en Fig.

El volumen útil resulta de aplicar un porcentaje
de aprovechamiento sobre el volumen teóricamente
calculado, por razones de seguridad en el movimiento de
cargas.
MÓDULOS DE ALMACENAJE | |||
Elemento | Medidas (m) | Volumen Teórico (m3) | Volumen Útil (m3) |
Palet completo | 1,2 x 0,8 x 1,3 | 1,248 | 1,000 |
Medio Palet | 1,2 x 0,8 x 0,7 | 0,700 | 0,560 |
Cajón | 0,4 x 0,8 x o,4 | 0,128 | 0,077 |
Medio Cajón | 0,2 x 0,8 x 0,4 | 0,064 | 0,038 |
El módulo de almacenaje adecuado a cada producto
lo obtendremos en función del volumen máximo que
esperamos ocupe su stock.
TABLA DE MODULOS RECOMENDADOS
Volumen Stock (m3) | Opción recomendable | Observaciones |
0,0384 | Cajón | |
0,0768 | Cajón doble | |
0,1536 | Cajón triple | |
0,2304 | Medio palet | Mayor de 3 Cajones |
1,6818 | Palet completo | Mayor de 3 medios palet |
19,968 | Bloque de palet | Mayor de 20 palet |
Ejemplo práctico:
Mediante un el estudio previo de un artículo
hemos estimado que el stock máximo que se puede
recepciones en nuestro almacén es de 200 unidades. Las
dimensiones unitarias del producto embalado son las siguientes:
0,2 x 0,1 x 0,1 metros. Se nos pide determinar cuál es el
módulo de almacenaje más adecuado para este
producto.
1° Debemos calcular el volumen unitario del producto
embalado
0,2 m x 0,1m x 0,1 m = 0,002 m3
2° Calculamos el volumen para las 200 unidades que
como máximo vamos a almacenar
200 unidades x 0,002 m3 = 0,4 m3
3° Comparamos el volumen con la tabla de
módulos recomendados
El volumen se encuentra entre el de Medio palet (
0,2304) y el de palet completo ( 1,6818) luego la opción
más adecuada es la del Medio palet.
La temporalidad.
Los stocks en almacén son dependientes de los
flujos de entrada y de salida. Cuando estos stocks están
sujetos a fenómenos de temporalidad , la capacidad del
almacén debe tenerlo en cuenta. Las variaciones de flujos,
y por consiguiente de capacidad, tienen diferentes
frecuencias.
VARIACIONES ANUALES
Pueden provenir de una fabricación que sea en
esencia temporal, como los azucares, o que deba anticipar un
cierre por vacaciones. Las variaciones suelen provenir con
frecuencia de la demanda.
VARIACIONES MENSUALES
Las variaciones mensuales a menudo están ligadas
a condicionantes comerciales que hacen que, si la
mercancía se entrega a principio o a final de mes, las
fechas de facturación y pago son las mismas.
VARIACIONES SEMANALES
Pueden deberse a los programas de las rondas de entregas
nacionales.
VARIACIONES DIARIAS
Estas variaciones responden a múltiple causas.
Pueden deberse a la diferencia entre los horarios de los talleres
de fabricación, que pueden trabajar en 2 o 3 turnos, y los
horarios del almacén que en general sólo realiza
una actividad diurna. También pueden estar provocadas por
las horas de llegada de los pedidos, cuando uno está
comprometido a hacer la entrega el día siguiente.
Están también influidos por los horarios de salida
de los transportes por avión, tren o carretera. Las
variaciones diarias, no deberían tener una incidencia real
en la magnitud de stock, sino más bien en las superficies
adicionales de retención.
La cuarentena.
Cuarentena designaba el estatuto de los barcos,
procedentes de países dudosamente sanitarios, que
debían permanecer cuarenta días en la ensenada del
puerto de destino, este plazo permitía comprobar que no se
produciría ninguna epidemia entre la tripulación o
los pasajeros. Hoy la cuarentena corresponde al tiempo necesario
para efectuar los controles que, permiten decidir si un producto
es o no utilizable. Este tipo de exigencias es frecuente en
productos farmacéuticos y agroalimentarios, y en un plano
más general en aquellas empresas que realizan controles de
calidad sobre sus materias primas. Los productos o materias
primas en cuarentena, aunque físicamente están en
el almacén están congelados, y es en esta fase
donde deberemos definir los productos o materias primas que deben
someterse a cuarentena, el tiempo que tardan en realizarse los
controles y definir los accesos y personas que pueden acceder a
ellos.
Los estatutos particulares.
Hay estatutos que pueden afectar a determinados
productos y es preciso tenerlos en cuenta a la hora de
dimensionar el almacén.
Productos farmacéuticos inscritos en
Lista I que agrupa a productos tóxicos, con
almacenamiento separado y bajo llave.Lista II que agrupa a productos peligrosos que deben
almacenarse separadamente del resto.Lista de estupefacientes : que deben guardarse en un
local particular, bajo llave y provisto de un sistema de
seguridad.Los artículos que pasan la aduana, bien en
tránsito, bien a la espera de formalizar el pago de
las tasas.Los artículos que precisan de condiciones
ambientales especiales ( temperatura, higrometría …
)Los productos petrolíferos.
La lista deberá contener todos aquellos
artículos que requerirán de un tratamiento
especial.
Magnitudes dinámicas que influyen en la
conformación del almacén.
Hasta ahora hemos definido las magnitudes
estáticas que intervienen en la conformación de un
almacén, en este apartado definiremos las magnitudes
dinámicas que influyen, puesto que un almacén
grande puede alojar un stock considerable, pero inmóvil (
caso de los artículos muertos ), mientras que un
almacén de tamaño más modesto puede ser el
escenario de un intenso tráfico, este tráfico es el
que examinaremos en este apartado.
En el tema 1, determinamos los flujos físicos que
afectaban a la empresa, desde un punto de vista general, vamos a
centrarnos ahora en los flujos físicos que afectan al
almacén desde un punto de vista más
particularizado.

1. Entrada de reserva
2. Entrada directa en zona de
preparación3. Envío de paquetes e
interrupciones4. Reabastecimiento, zona de
preparación5. Envío de los palets
completos6. Vuelta de los artículos en
litigio7. Entrada de artículos en litigio en
almacén8. Vuelta de los artículos en litigio
para análisis9. Llegada de los artículos para
acondicionamiento
Los flujos: definición y
magnitud.
La fase precedente, nos ha permitido censar el conjunto
de artículos que hay que almacenar, así como
conocer su propiedades cualitativas, morfológicas o
estatutarias. Ahora es el momento de determinar los traslados
necesarios y la manera en que deben llevarse a cabo.
FLUJO DE LLEGADA
Los flujos entrantes pueden proceder del exterior o
tener por origen una unidad de producción ubicada en el
local. Es frecuente que se de ambas situaciones a la vez. Podemos
tener un almacén que aloje componentes y materias primas,
como productos ya acabados.
La diferencia es importante, ya que en los flujos
internos es posible controlar cierto número
parámetros como horarios o calidad del acondicionamiento
colectivo, mientras que en los externos habrá que tener en
cuenta condicionantes como el transporte y los inevitables
problemas de transporte.
Las llegadas provenientes del exterior volverán a
salir por transporte : vehículos ligeros, camiones o
semirremolques, y vagones si el almacén dispone o
dispondrá de una vía particular. Las condiciones de
llegada deben definirse para cada uno de estos medios de
transporte
Horarios de llegada
Número de entregas
simultáneamenteNúmero de artículos
Tiempo de estacionamiento
Posibilidad de dejar los remolques en el
muelleAcondicionamientos colectivos
Las posibilidades que se negocien con los proveedores se
anotarán para valerse de ellas posteriormente, si ello
parece útil cuando se diseñe la forma de
funcionar.
PREPARACION DE PEDIDOS
Los flujos correspondientes a la preparación de
pedidos son los resultados de los siguientes parámetros
:
El número de pedidos que hay que preparar en
una unidad de tiempo.El número de líneas de
pedido.El número de envases diferentes, zonas
diferentes de almacenado y líneas
diferentes.El número de artículos por zona y
línea. (Línea : Agrupación de
artículos que tienen la misma referencia).
A la hora de valorar los flujos de preparación de
pedidos deberemos tener en cuenta :
1. Cada pedido podrá necesitar una
consolidación, si las diferentes referencias y los
diferentes envases que lo componen, están almacenados
en lugares alejados unos de otros, y no podrán por lo
tanto ser tratados por un solo operador y/o por un solo medio
de manipulación.2. Cada línea provocará el
desplazamiento del operador hacia el artículo o del
artículo hacia el operador.3. Cada artículo precisará de una
operación de carga, por eso la importancia de los
envases colectivos. Tomar un paquete con diez
artículos, si no son demasiado pesados, no requiere
mucho más tiempo que cargar un solo artículo.
Una buena medida es favorecer comercialmente los pedidos que
comportan números enteros de envases colectivos, al
objeto de reducir los tiempos de
preparación.4. El plazo impuesto entre la recepción
de una orden y el envío, es una magnitud muy
importante a tener en cuenta en el flujo de
preparación. Un plazo corto perjudica , al tener que
responder a pedidos punta, o de máxima :
a. Al imponer un exceso de recursos humanos en
almacén.
b. Exceso de inversión en activos
fijos.
c. Imposibilidad de optimizar los desplazamientos en la
composición de los pedidos.
Frecuencia de llegada de los pedidos

Un gráfico como este, nos puede ayudar a
determinar cuales son las horas pico o punta de llegada y
preparación de pedidos, con objeto de optimizar las
inversiones que en recursos humanos, necesite nuestro
almacén .
El "plazo cero" cada vez más impuesto por la
dinámica comercial, origina en el almacén una serie
de sobrecostos, que nosotros como responsables del mismo, estamos
en la obligación de valorar y presentar a
dirección, para que valore si el sobrecosto de
almacén se justifica comercialmente o no.
FLUJOS SALIENTES
Como para los flujos entrantes, esta fase de recogida de
necesidades y de condicionantes, deberá definir los
horarios imperativos de salida debido a los horarios de los
transportes por avión , ferrocarril y correo, así
como las rondas terrestres de mensajería. Estos se
añadirán a los mencionados anteriormente en la
preparación de pedidos.
FLUJOS INTERNOS
La magnitud de los flujos internos (colocación en
stock, reacondicionamiento en el interior del almacén,
traslado de un stock … ) no forma parte de las necesidades a
tener en cuenta para un diseñador de almacén, se
evaluarán en función de la organización
interna que se elija.
FLUJOS ADICIONALES
Entre estos flujos, se encuentran los correspondientes a
las operaciones de inventario. Este flujo en particular se
reducirá en gran medida si el inventario en movimiento es
aceptado. En caso contrario podría abarcar una semana de
actividad asi todas las direcciones físicas deben ser
visitadas en la misma fecha.
Los movimientos especiales, también deben tenerse
en cuenta, aunque en general sean muy poco numerosos (controles
inesperados, pedidos servidos con extrema urgencia … ) Si
logramos tenerlos en cuenta, así como tenemos definidos
los procedimientos para realizarlos, evitaremos que la actividad
normal se altere.
LITIGIOS
Aunque este flujo es muy escaso, hay que tenerlo
previsto desde el principio, ya que se producirá
contracorriente, y exigirá tramites especiales, y
probablemente muebles o lugares de almacenamiento.
La elección de los artículos.
Clasificación ABC.
La cuantificación de los flujos de entrada y
salida, debe aplicarse a todas las clases de artículos
definidas como magnitud estática. Cada una de estas clases
deberá ser objeto de una clasificación
ABC.
La clasificación ABC, también llamada la
Ley de los "80-20", o la "Clasificación de Pareto", (en la
cual entraremos más a fondo en el capitulo 3) ,
será la herramienta que nos definirá a que
artículos debemos dar prioridad en la búsqueda de
la productividad del almacén.

Clasificación ABC
En la práctica total de los almacenes, el 80% de
la actividad se concentra en el 20% de las referencias. El 12%
siguiente en el 30% de las referencias de almacén y el 8%
restante a la mitad de los artículos del almacén.
Este ley casi universal, con diferencias pequeñas en
cuanto a porcentaje, permite una optimización del
almacén muy interesante.
Los artículos de la clase A, se
almacenarán de tal manera que los trayectos que haya que
cubrir para
alcanzarlos sean mínimos.
Por el contrario las referencias de la clase C, se
relegarán a las direcciones de almacén de
peor
acceso.
El concepto del gráfico ABC, es muy simple pero
de gran utilidad, aunque conlleva dos
inconvenientes a tener en cuenta –
a. La informatización del almacén, ya que
la clasificación ABC debe realizarse en función de
untratamiento estadístico de los pedidos, en un periodo de
tiempo, que no debe ser ni demasiado largo(ya que no
tendría en cuenta las variaciones del mercado), ni
demasiado corto para que el resultadosea
significativo.
b. La colocación de las referencias en el
almacén (orden alfabético, numérico, o
cualquier otronemotécnico) queda sustituida a favor de una
nueva clasificación, en la que los preparadores
nosabrán donde encontrar los artículos a cargar,
por lo tanto en la ficha de carga deberá indicarse
ladirección física donde se encuentra el
artículo.
El almacén de muestras.
En los almacenes de productos terminados el envío
de muestras a la clientela siempre es un problema. Estos pedidos,
preparaciones y envíos presentan las
características siguientes
No se facturan al destinatario.
Comportan gran número de
líneas.Cada línea tiene muy pocos
artículos.Los artículos pueden requerir un marcado
especial.En las industrias con colecciones, esta actividad
sólo se ejerce durante un corto periodo de
tiempo.
Será necesario tenerlo en cuenta , para no
desorganizar la actividad normal.
Las variaciones de flujo.
Los movimientos de entrada y salida, pueden estar
sometidos a variaciones sin que haya sistemáticamente una
relación causa-efecto. Si los flujos de entrada y los de
salida se equilibran y varían con una simultaneidad
rigurosa, el stock se mantendrá constante, al tiempo que
la actividad podrá evolucionar de manera
considerable.
Conclusiones del análisis de magnitudes
estáticas y dinámicas.
La cuantificación del stock y de los flujos,
hará aparecer en nuestro análisis períodos
de punta y periodos de poca actividad, así como los
artículos que más se "utilizan" y los que menor uso
tienen.
Antes de esbozar la solución técnica,
será necesario decidir que valores se conservan y cuales
no, para no invertir inútilmente en edificios, equipos y
hombres, siempre sabiendo gestionar los periodos de mayor stock y
los de mayor actividad.
Una primera aproximación al problema nos
permitirá acércanos a las posibles soluciones para
afrontar los períodos de punta.
Disminuir los lotes de
fabricación.Motivación comercial a los clientes para que
anticipen sus pedidos.Entrega de pedidos de mayorista con 1 o 2
días de retraso.
Una segunda aproximación , nos permite dar
soluciones a las puntas de almacén residuales:
Zonas de almacenamiento provisional para el stock,
en el exterior del almacén.También para el stock, alquiler del local de
un transportista habitual.Retención de los talleres de
producción.Contratar personal interino, para solucionar los
flujos de puntas.Mantener el almacén abierto durante horas
suplementarias.La realización de un esquema de flujo, nos
facilitará los intercambios entre las diferentes
partes implicadas en el proyecto: responsables, encargados de
estudio, futuros usuarios.
LOS EQUIPOS ESTATICOS.
Los pisos o suelos.
Aunque parezca incongruente hablar de los suelos y sus
características, como parte de los equipos
estáticos, cobran especial relevancia cuando tratemos con
almacenes de gran altura, y con mayor razón al tratar con
pasillos estrechos y de posicionamiento automático o
semiautomático.
Según estudios actuales 7 de cada 10 almacenes,
tiene problemas con el suelo, lo cual puede llevar a la
demolición y reparación completa del piso
hormigón o enlosado, por lo que nos parece un punto muy
importante a tener en cuenta.
Los condicionantes de calidad del piso o suelo, se
imponen en la mayoría de las ocasiones, por las
características de los estantes para palets y las auto
elevadores de gran altura, y acertar con el piso o enlosado al
principio es tarea realmente difícil.
Muchas veces las exigencias son tales, que se necesitan
auténticos especialistas, así como material de
medición de precisión para poder
realizarlo.
Todas las exigencias sobre el suelo de los almacenes,
aparecen recogidas en la publicación de la
Federación Europea de mantenimiento de almacenes FEM
9.831.
RESISTENCIA A LAS PRESIONES O CARGAS
Los estantes para palets descansan en el suelo, gracias
a suelas fijadas bajo las patas de los bastidores. Estas suelas
deben tener obligatoriamente dimensiones restringidas, del orden
de 200 a 300 cm2, siendo las presiones en el suelo entre 20 y 40
kilos por cm2. Las resistencias exigidas a la presión
varían según los constructores, entre 40 y 70 kg
por cm2
LLANURA O PLANITUD
Las exigencias de los constructores de auto elevadores y
proveedores de estantes para pallets son las mismas : se toleran
como máximo desniveles o escalones de 2 milímetros
por cada 2 metros de distancia. Aunque algunos pueden llegar a
tolerar hasta 3 milímetros.

HORIZONTALIDAD
Las exigencias en este sentido son más
restrictivas, cualquier proveedor de estantes reclaman
diferencias de altura inferiores o iguales a 2 milímetros
por cada 2 metros en todas las direcciones, con una
inclinación máxima de 1 milímetro por metro.
Los constructores de auto elevadores y de estantes para pallets
exigen desigualdades inferiores de 10 a 20 milímetros por
pasillo.

Estantes para pallets.
Los estantes para pallets, están formados por
bastidores verticales, sobre los que se enganchan las tablas
horizontales. Las diferencias entre los distintos modelos de
estantes, radican fundamentalmente en :
Los perfiles de los bastidores, que tienen mayor o
menor volumen para asegurar la rigidez de los
mismos.En las durezas o espesores de los aceros
utilizados.En los agujeros para enganchar las tablas
En el modo de unir los bastidores, que habitualmente
es por soldadura o por fijación con pernos.
A efectos de realizar un primer cálculo de los
volúmenes del almacén, habría que tener en
cuenta los siguientes valores :
Espesor de los bastidores que es de orden de 100
mm.Espesor de las tablas entre 50 y 160 mm en
función de los modelos, de la carga y del ancho de los
nichos.
Los bastidores deben entablillarse a partir de cierta
altura, la dimensión máxima será impuesta
por el tamaño de las instalaciones de pintura y los medios
de transporte. El galvanizado de los bastidores, nos permite
obtener longitudes superiores a 10 metros, en las cuales el
entablillamiento no presenta ningún inconveniente
especial.
Las patas de los bastidores descansan en el suelo
gracias a suelas que mejoran la estabilidad y reparten las
cargas. Las irregularidades del suelo se solucionan mediante
apoyos metálicos. Estos apoyos deben ser mínimos,
de ahí las exigencias impuestas en la conformación
del suelo.
El ancho de los nichos habitualmente se elige pensando
en poner dos pallets con el lado que mide 1.200 mm en el frente o
3 pallets cuando el lado mide 800 mm. Si las cargas fueran muy
pesadas es preferible concebir nichos para un solo pallet, en vez
de sobredimensionar las tablas.

MARGENES DE TOLERANCIA.
Las instalaciones de gran altura exigen un control
extremo, ya que son el resultado de numerosas exigencias de los
márgenes de tolerancias, como ser:
Lo plano que sea el suelo.
La horizontalidad del suelo.
La precisión de las perforaciones y
colocación de bastidores.La precisión en la fabricación de
tablas.Las espigas de las tablas.
El respeto de las cotas de los pallets.
Las espigas de los pallets.
La solución adoptada con más frecuencia
para posicionar las máquinas de mucha altura es averiguar
cuanto miden las traslaciones horizontales por marcas y sensores
a ras de suelo, y tener los mismos dispositivos en el
mástil para los desplazamientos verticales. Esto exige un
posicionamiento muy preciso respecto a la referencia
general.
Para hacer frente a este posicionamiento tan preciso, la
práctica nos lleva a exigir que la máquina
efectúe un primer acercamiento, más o menos preciso
y a continuación mejore su posicionamiento, respecto de la
marca propia de cada nicho, este método nos lleva a un
posicionamiento preciso a pesar de las diferencias de
altimetría de las diferentes tablas, pero sin embargo
exige tener tantos blancos como nichos.
El manual FEM 9.381 nos indica las exigencias que deben
cumplir los estantes de apoyo de pallets.
IDENTIFICACION DE LAS DIRECCIONES.
Cualquiera que sea el grado de automatización del
almacén, habrá que identificar los pasillos,
muebles, niveles y columnas.
En los pasillos y los muebles, las identificaciones se
colocarán altas, el tamaño de las letras, debe
permitir su lectura desde lejos (en los paneles situados a 6
metros, las letras deben ser de al menos 20 cm).
Uno de los tipos más utilizado para
identificación del almacenamiento es
Pasillo
Posición
Altura
De esta manera podremos identificar un punto de
almacenamiento en las tres dimensiones (ver Figura)
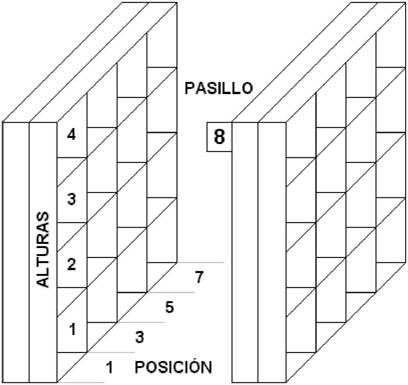
En la figura anterior vemos que un pasillo puede
albergar las posiciones impares a la izquierda y las pares a la
derecha. Un código de ubicación 08-03-02 , indica
el acceso por el pasillo 8, una vez dentro del pasillo la
posición 3 y la altura 2.
En los almacenes automatizados, las indicaciones
destinadas a los operadores estarán duplicadas por un
código de barras. Estas identificaciones podrán
interpretarse con las plantillas que lleven los conductores de
auto elevadores o los preparadores, o con lectores fijos a bordo
de las máquinas de manipulación. Será
necesario prestar mucha atención a la ubicación de
las etiquetas. En caso de que la lectura sea manual, el operador
puede corregir el defecto de una etiqueta mal situada.
La altura de los códigos se determinará a
partir de los dispositivos de lectura adoptados, hay que prever
entre 30 y 45 milímetros.
LAS PLATAFORMAS
En el extremo del estante para pallet, en el pasillo de
circulación, en algunas actividades es necesario prever
plataformas para depositar pallets. En estas, plataformas los
auto elevadores frontales, apiladoras o con mástil
retráctil, depositarán pallets a fin de que los
equipos que trabajan en el pasillo puedan tomarlos
fácilmente, ya que para las máquinas de gran altura
el salir del pasillo implica maniobras delicadas y pérdida
de tiempo. Por otra parte estas plataformas sirven también
para el trayecto contrario de desalojo.
LOS TOPES TRASEROS
Los topes traseros, llamados también topes de
protección, son objeto de opiniones contradictorias. Los
partidarios de este elemento consideran que es un elemento
imprescindible de seguridad, ya que impide que los pallets se
adentren demasiado en el estante, lo que podría provoca la
caída de los mismos o de los pallets del mueble de
almacenamiento intermedio.
Los que se oponen a su utilización, esgrimen
diferentes argumentos :
El tope para ser eficaz debe quedar a una altura de
0.2 metros lo que corresponde al recorrido vertical de las
horquillas de una auto elevador, con el consiguiente riesgo
de depositar el pallet en uno de los topes y
desequilibrarlo.Algunos conductores de auto elevadores se
acostumbran pronto a nivelar los pallets contra el tope, con
el riesgo de desequilibrar los paquetes.El elevado costo de este accesorio, cuya eficacia no
está demostrada.
OTROS DISPOSITIVOS DE SEGURIDAD.
Diversos organismos dan diferentes recomendaciones sobre
lo que se debe tener en cuenta en este sentido :
La estabilidad : El estante del pallet debe estar
preparado para soportar cargas previstas, las reglas de
cálculo para las cargas están intentado
normalizarse.El desenganche de las tablas : Una falsa maniobra de
las horquillas, no debe desenganchar la tabla superior, un
pasador o una chaveta de seguridad sería suficiente
protección.Caída de los pallets : Además de los
topes traseros, hay que prever que los bastidores de los
extremos serán más altos que el último
nivel de carga en al menos 3/5 de la altura de los pallets o
un metro. Si es un mueble el que está dispuesto a lo
largo de un pasillo de circulación, la parte trasera
de este mueble deberá estar equipada con una reja o
red de protección.Espacios de funcionamiento : Es recomendable poner
espacios mínimos entre cargas y estructuras.
Horizontalmente 75 milímetros , verticalmente 100
milímetros.Protección de los estantes contra choques :
Es recomendable poner blindajes metálicos, o de madera
para proteger las patas de los estantes de los choques de las
auto elevadores allí donde exista el riesgo. En
pasillos estrechos, los guarda raíles de
conducción aseguran esta protección.Visualización de cargas máximas : Un
cartel debe informar de esta eventualidad a los conductores
de auto elevadores.Iluminación : Debe ser suficiente para
trabajar, podemos tener en cuenta los siguientes valores
:
1. 50 : Lux para partes mecanizadas sin
trabajador.2. 150 – 200 Lux : Pasillos de
circulación.3. 500 – 1000 Lux : Zonas de trabajo con
lectura de documentos.
• Mantenimientos : Se recomienda una visita semanal
para asegurar que el estante de pallet no ha sufrido
ningún daño o que el suelo no presenta
hundimientos.
Almacenamiento móvil.

Debemos tener en cuenta que los pasillos de servicio en
muchos de los casos, pueden representar una superficie y un
volumen igual a la que ocupan los muebles de almacenamiento.
Tampoco debemos de dejar en el olvido que cuanto menor
rotación tienen los stocks, menos se frecuentan los
pasillos de servicio, la solución para evitar estos
problemas es lo que se denomina almacenamiento móvil, en
los cuales los muebles para guardar cosas son móviles y
sólo se dedica un pasillo para varios muebles (
habitualmente entre 5 y 8 ).
El almacenamiento móvil o compacto, está
compuesto por estantes para pallets o casilleros que pueden
desplazarse lateralmente.
Cuando se desea acceder a un nicho, se desplazará
una parte de los muebles para que el pasillo se abra hacia la
dirección de almacenamiento que nos interesa. Estudios han
demostrado que el ahorro de espacio en inversiones globales
(equipos y edificio) ronda un 45%.
El desplazamiento de estos muebles puede ser motorizado
en el caso de cargas pesadas o manualmente a través de un
volante o manivela.
En este tipo de almacenamientos está
especialmente indicado para archivos vivos o bibliotecas en la
parte de libros con poco movimiento, en ellos no existe
ningún automatismo complejo, sólo es necesario
desplazar los muebles uno por uno y colocar dispositivos de
seguridad que impidan que un pasillo se cierre cuando un operador
se encuentre dentro.
La justificación para elegir este tipo de
almacenamiento se hará comparando el número de
referencias que hay que almacenar, con el número de
accesos correspondientes, ya que los tiempos para acceder a una
referencia aumentan debido al tiempo que el pasillo necesita para
abrirse. El tiempo medio estimado para acceder a una referencia
en un estante móvil puede llegar a superar en un 50% el
tiempo de acceso en un estante estático.
Almacenamiento dinámico.
El almacenamiento dinámico responde a la misma
motivación que el almacenamiento móvil, sólo
que en este caso el contexto y la solución es
diferente.
En este tipo de almacenamientos, ya no se desplazan los
muebles, sino que son las cargas que se encuentran en el interior
de ellos, las que se desplazan.
Por ejemplo si hay que tener en stock varios
artículos de la misma referencia ¿ Es necesario
acceder simultáneamente a todos estos artículos?,
en la mayoría de los casos la respuesta es no. De
ahí surge la idea de realizar nichos profundos y pasantes
para que los artículos puedan introducirse por un extremo
y extraerse por el otro.

 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |